
Dry goods sharing, one minute to take you to understand the PET sheet production line need to pay attention to matters
Release time:
2022-08-16
What is the reason for the loud noise in the work of the PET sheet production line? Let's analyze it together. (1) motor parts. 1. The rotor shaft rolling bearing is severely worn or the bearing accuracy is low. 2. The rotor shaft is bent and deformed. 3. The installation position of the carbon brush is incorrect. 4. The rotor shaft end fan blade scraping motor is installed safely.
PET Sheet Production LineWhat are the matters needing attention? Let's analyze it together.
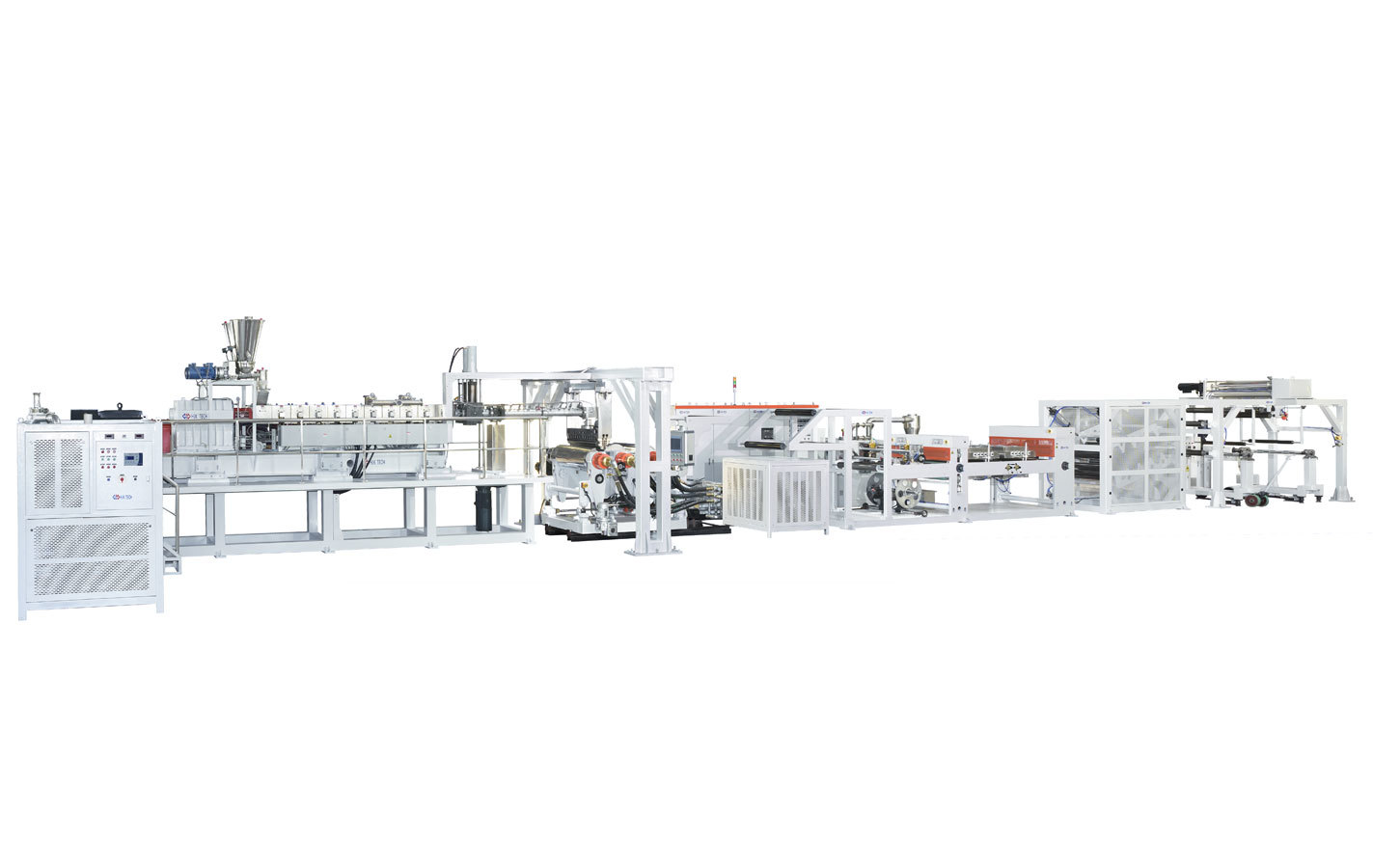
(1)PET Sheet Production LineThe temperature of each section on the barrel gradually increases from the feed section to the connection between the barrel and the forming die.
(2) The mold temperature is slightly higher than the barrel temperature, the above temperature is controlled at 5-10 ℃, the temperature at both ends of the mold is slightly higher than the temperature in the mold, and the higher temperature is controlled at 5-10 ℃.
(3) In the form of sheet feeding, the upper roller surface of the middle roller of the three rollers should be on the same level as the lower plane of the die lip; the lip end surface is parallel to the center line of the middle roller, and the spacing is 50~100mm.
(4) The die lip gap should be slightly less than or equal to the thickness of the plate product, and the gap between the die lips should be slightly smaller than the gap between the die lips on both sides.
(5) Note that the roughness R of the working surface of the three rollers shall not be greater than 0.2pm. When cleaning the roller surface, it is not allowed to scratch the roller surface with a hard steel knife, but the residual material on the roller surface shall be cleaned with a copper knife.
(6) There should be a certain gap between the rollers of medium height on the roller surface, and the gap should be equal to or slightly greater than the thickness of the dry plate.
(7) The temperature control of the molding die should be stable. When the temperature is high, the flow speed of the melt in the mold becomes faster; when the temperature is low, the flow speed of the melt in the mold slows down. Melt flow rate instability will cause plate (sheet) product longitudinal thickness error.
(8) Pay attention to the temperature control of the three-roll working surface. The temperature of the feed roller is slightly higher, and the temperature of the discharge roller is slightly lower. When the surface temperature of the roller is higher, the plate is not easy to fall off the roller, and the surface of the product is prone to horizontal stripes; when the temperature is low, the surface of the product is dull. According to this phenomenon, the roll surface temperature control should be adjusted in time.
(9) The running speed of the three rollers is slightly higher than the speed of the broken plate extruded from the mold, and the speed difference is generally less than 10%. The working speed of the three rollers should be controlled smoothly. The running speed is too fast or too slow to affect the thickness error of the plate. Big.
(10) When extruding polyolefin plastic plates (sheets), the screw shall be of mutant structure with a compression ratio of (3-4):1. Melt flow rate: HDPE0.3 ~ 2.0q/10min LDPE 0.1~0.3q/10min,PP0.5 ~ 1.5q/10min,ABS and other non-crystalline polymer resin extrusion plates (sheets) shall be of graded screw with a compression ratio of (1.6-2.5):1.
(11) For plastic sheet (sheet) molding, in addition to PVC, polyethylene, polypropylene resin is generally not mixed before extrusion, other plastics (such as ABS, polyamide) should be dehumidified and dried before extrusion, otherwise, the exhaust extruder should be used for extrusion molding.
PET Sheet Production LineWhat is the reason for the loud voice at work? Let's analyze it together.
(1)PET sheet production line-motor part. 1. The rotor shaft rolling bearing is severely worn or the bearing accuracy is low. 2. The rotor shaft is bent and deformed. 3. The installation position of the carbon brush is incorrect. 4. The rotor shaft end fan blade scraping motor is installed safely.
(2)V-belt drive components. 1. The V-shaped pulley of the plastic sheet machine is not firmly fixed on the drive shaft or the fit clearance between the two parts is too large. 2. The pulley manufacturing precision is low, and the end face or the outer circle swing is large. 3. The installation quality of the driving pulley and the driven pulley is poor, so that the high-speed motion trajectory of the V-belt is not on the same plane, resulting in working noise.
(3)PET sheet production line-the working position of gear transmission. 1. The gear manufacturing precision is low and the tooth pitch error is large. 2. The center distance error of the transmission shaft of a pair of meshing gears is large. When the center distance is less than the standard, the interference sound will be generated between the meshing transmission teeth; when the center distance is greater than the standard value, the impact sound of gear meshing transmission will be generated. 3. The rolling bearing on the drive shaft is severely worn or has low accuracy. 4. The center lines of the two transmission shafts on the gears are not parallel, so that the two gears cannot mesh normally. 5. The lubrication condition of the teeth of a pair of meshing gears is poor. Insufficient lubricating oil.
(4)PET sheet production line-screw position of plastic sheet barrel. 1. The screw is assembled in the machine, the concentricity accuracy of the two parts is low, and the rotation of the screw causes friction with the inner circle of the barrel. 2. The perpendicularity error between the end face of the cylinder body and the connecting flange end face of the cylinder base and the center line of the cylinder body is large. 3. Screw bending deformation. The shaft center line straightness error is too large. 4. The assembly clearance between the screw and its drive shaft is too large. When working and rotating, the center lines of the two axes are different, and the error is large.
Category complete cost-effective
With professional technology dedicated to product development, create cost-effective products to meet the different needs of customers.
Good quality trustworthy
Quality management is embedded in each production process during the production process. From raw material purchase to product manufacturing
Manufacturing, packaging, shipping, etc. have layers of inspection, supervision, and strive to create excellent quality.
Worry-free after-sales service
Careful service details highlight the quality of service!
recommend News
Share

A wealth of products to meet the needs of different customers
Telephone:86-754-88101756 E-mail:101082842@qq.com
WeChat Public Number
Copyright © Shantou Haijingke Machinery Co., Ltd.
Page keywords: photovoltaic film production line, casting machine, PET sheet production line, sheet machine, extrusion sheet, printing packaging machine, film machine, food packaging machine, extrusion thermoforming