
Precautions for sheet machine
Release time:
2022-11-15
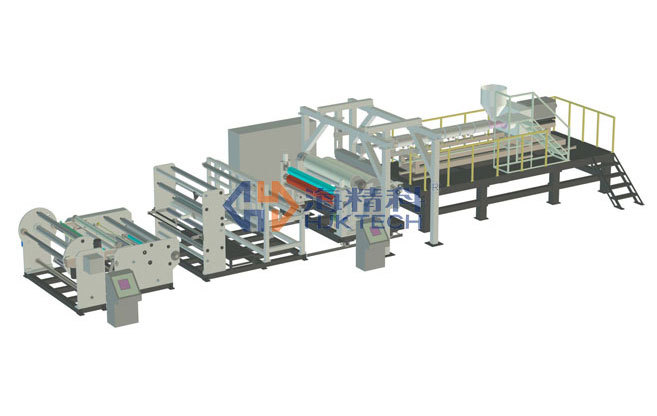
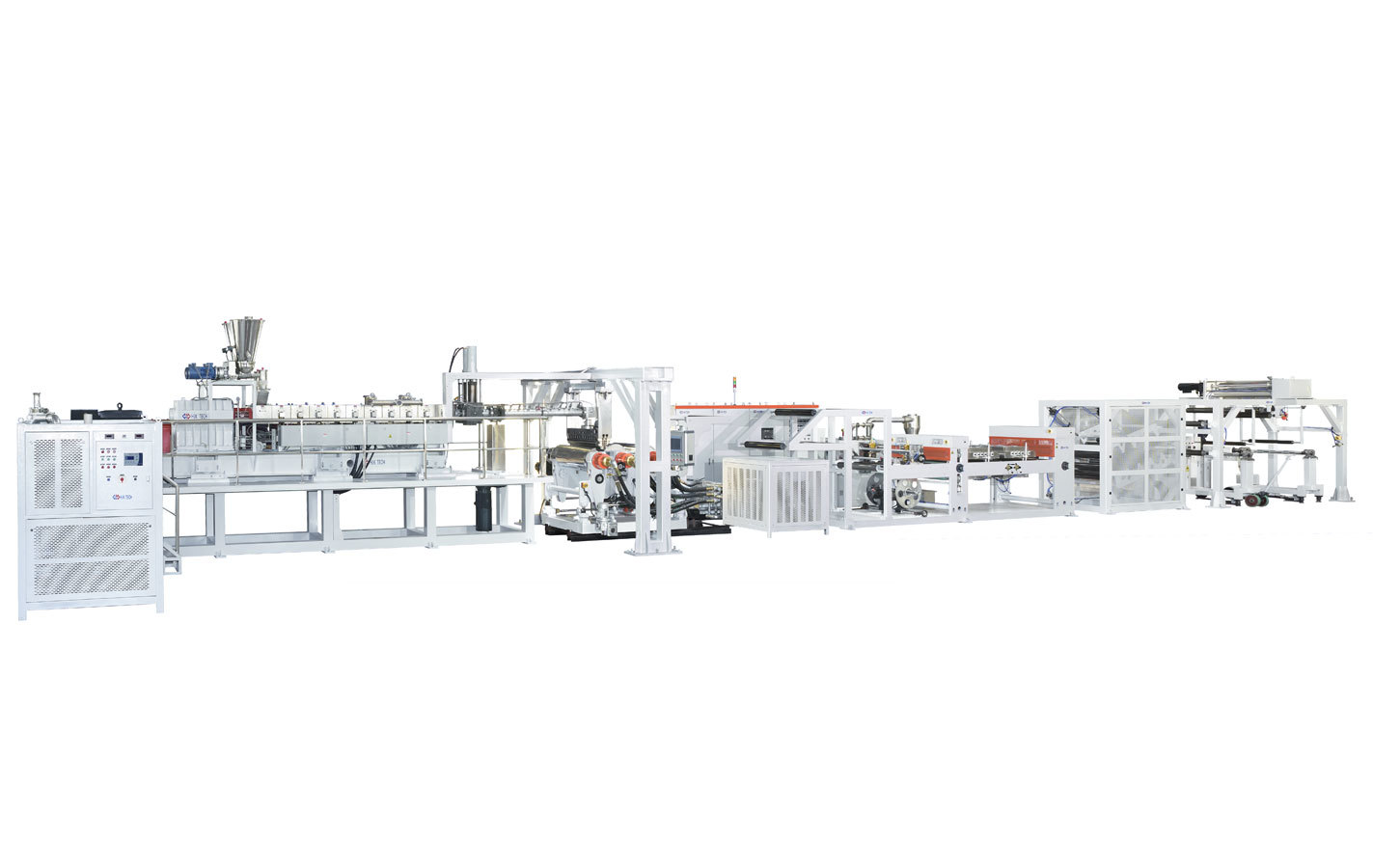
The BMSJ sheet machine unit consists of the following parts: the main part, the calendering part, the conveying part, the traction part, the cutting part or the coiling part, and the electrical control part. Reasonable structure, convenient operation, advanced control, small size and high output.
BMSJsheet machineThe unit is composed of the following parts: the main part, the rolling part, the conveying part, the traction part, the cutting part or the coiling part, and the electrical control part. Reasonable structure, convenient operation, advanced control, small size and high output. Pneumatic, high degree of automation. The main machine adopts mesh belt pressure material, the pressure material body adopts pneumatic take-off and landing form, and the mesh belt tension adopts pneumatic form. The mesh belt and trough are made of stainless steel.
sheet machine
All rolls are chrome plated after polishing. The winding part is driven by a torque motor, the winding speed can be adjusted at any time, automatic winding, pneumatic clamping, labor-saving and time-saving. The cutting part adopts a speed regulating motor to achieve stepless speed regulation, which expands the range of yarn content and adjusts reliably and accurately. The knife roller adopts spiral shape to reduce noise and improve the service life of rubber roller and blade. The electrical control part adopts centralized control to meet the production demand. All electrical components are well-known brand products, accurate and reliable control.
sheet machineThe plastic pressure under the exhaust port is zero. This will not allow the melt to flow out of the vent. Make sure that the groove of the exhaust section is not completely filled with plastic to achieve the zero pressure requirement. The manufacturer deepens the screw groove in this exhaust section a lot. The plastic under the vent of the flake machine melted completely. Only in this way, there is a good seal between the exhaust port and the feed port, and the gas diffusion system of the exhaust port is relatively high.
The temperature of each section on the barrel of the plastic sheet machine production equipment gradually increases from the feed section to the connection between the barrel and the forming die. The molding die temperature is slightly higher than the barrel temperature. Overtemperature control at 5-10 ℃. The temperature at both ends of the mold is slightly higher than the temperature in the mold, and the higher temperature is controlled at 5-10°C. The feeding form of the sheet machine, the upper roller surface of the three-roll middle roller should be on a horizontal plane with the lower plane of the die lip; The lip end surface is parallel to the center line of the middle roller, with a distance of 50~100mm.
The die gap should be slightly less than or equal to the thickness of the flat product, and the die gap should be slightly less than the die gap at both ends. Note that the three-roll working surface roughness R should not be greater than 0.2PM. The roller surface should have a certain middle height; the gap between the three rollers should be equal to or slightly greater than the thickness of the printing plate. Mold temperature control stability. When the temperature is higher, the flow speed of the molten material in the crystallizer becomes faster. When the temperature is low, the molten material flows slowly in the mold. The instability of the melt flow rate will cause the longitudinal thickness error of the plate (sheet) product.
Pay attention to the temperature of the three-roll working surface. The temperature of the feed roller should be slightly higher, and the temperature of the discharge roller should be slightly lower. The roller surface temperature is high, the slab is not easy to roll off, and the surface of the sheet machine product is easy to produce horizontal grains; low temperature, high gloss on the surface of the product. In view of this phenomenon, the roll surface temperature control should be adjusted in time. The running speed of the three rollers is slightly higher than the extrusion speed of the slab from the die, and the general speed difference is not more than 10%. The working speed of the three rollers should be controlled stably, and the running speed of too fast or too slow has a great influence on the thickness error of the printing plate.
Plastic sheet machine sheet extrusion molding, in addition to polyvinyl chloride, polyethylene and polypropylene resin extrusion before the general situation is not dehumidified, some other plastics (such as ABS, polyamide, etc.) should be required to dehumidify and dry before extrusion. Otherwise, a vented extruder should be used for extrusion.
Category complete cost-effective
With professional technology dedicated to product development, create cost-effective products to meet the different needs of customers.
Good quality trustworthy
Quality management is embedded in each production process during the production process. From raw material purchase to product manufacturing
Manufacturing, packaging, shipping, etc. have layers of inspection, supervision, and strive to create excellent quality.
Worry-free after-sales service
Careful service details highlight the quality of service!
Next Page
recommend News
Share

A wealth of products to meet the needs of different customers
Telephone:86-754-88101756 E-mail:101082842@qq.com
WeChat Public Number
Copyright © Shantou Haijingke Machinery Co., Ltd.
Page keywords: photovoltaic film production line, casting machine, PET sheet production line, sheet machine, extrusion sheet, printing packaging machine, film machine, food packaging machine, extrusion thermoforming